- 工艺概述
- 工艺流程
- 主要特点
- 主要技术参数
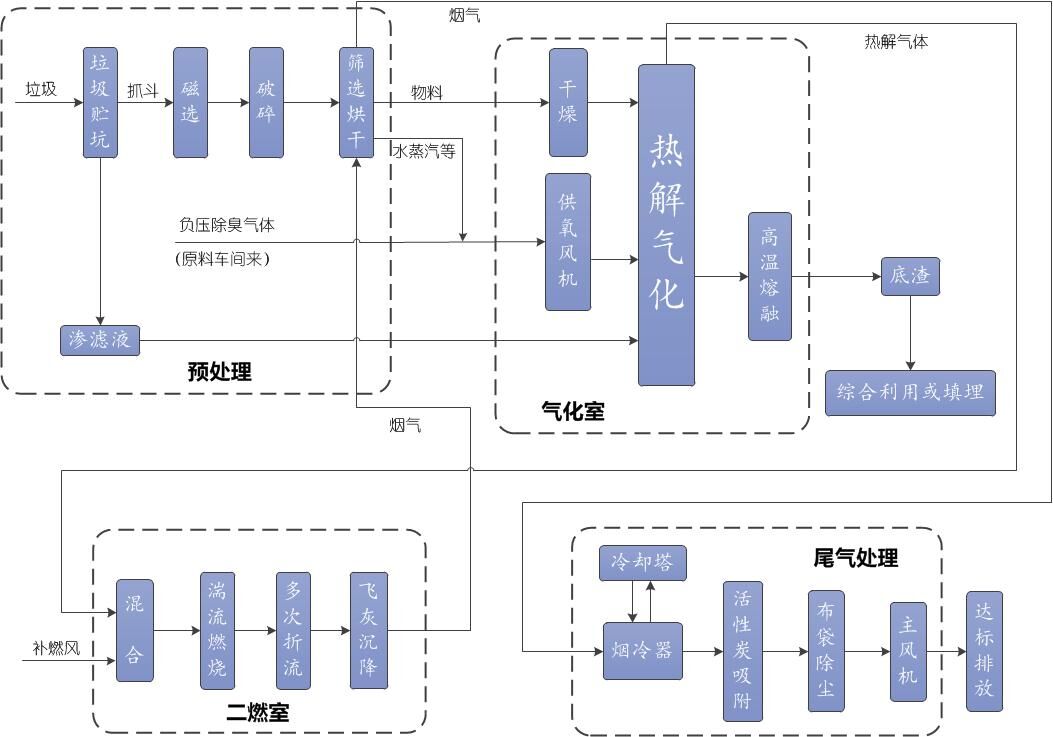
工艺流程:
1.排放达标,无二次污染
二燃室内设4个特制的燃烧装置,燃烧装置上分布的多个二次风口,使进入燃烧装置的二次空气形成涡流;烟气在二燃室的流程需经过3次90°折流和2次180°折流。独特的二燃室设计确保了二噁英分解所需的“3T(Temperature,Turbulence,Time )条件,二噁英排放优于欧盟标准。
2.无需添加辅助燃料
除首次点火需要借助外界能源外,处理过程中再无需添加任何辅助燃料,即可持续稳定运行。
3.一体化整体设计
将中低温气化、高温燃烧和除尘措施有机统一在设备内部,采用系统化整体设计,实现设备高度集成、小型化、且占地面积小。
4.全自动控制,运行稳定
通过传感器信号反馈,经PLC程序自动调整电机的启停及变频调速,实现整个运行过程的全自动化,使燃烧温度稳定控制。全部指令、实时显示及监控都设置在控制柜的触摸屏上,简单明了,操作方便,运行安全可靠,使用寿命长。
5.处理范围广,运行成本低,操作简单
垃圾收集后简单分类即可直接处理,可以焚烧各种类型的垃圾, 应用范围很广。正常操作只需1-2人,耗电量少,无需另设除尘装置,维护成本低,还可充分回收垃圾的热能, 生产热水、蒸汽, 经济效益十分显著。
主要技术参数:
|
单台设备处理能力 |
10吨/天 |
20吨/天 |
30吨/天 |
|
|
入炉物料 |
热值≥3300kJ/kg的固体废弃物 |
|||
|
辅助燃料 |
首次点火需要借助木柴引燃,稳定运行后无需任何辅助燃料 |
|||
|
二燃室温度 |
≥850℃ |
|||
|
二燃室烟气停留时间 |
≥3~5秒 |
|||
|
工作时间 |
350天/年,24小时/天 |
|||
|
垃圾减量率 |
≥97% |
|||
|
“三废”排放 |
废渣:底灰属一般废弃物,热灼减率≤5%;飞灰及炉渣低于《生活垃圾填埋场控制标准GB_16889-2008》的限值 废气:低于《生活垃圾焚烧污染控制标准(GB18485-2014)》的限值 废水:无 |
|||
|
设备占地面积 |
≤200 m2 |
|||
|
电耗 |
250≤度/天 |
450≤度/天 |
650≤度/天 |
|
|
水耗 |
0立方米/天 |
0立方米/天 |
0立方米/天 |
|
|
产热量(t/h) |
热水(70℃) |
3 |
5 |
6 |
|
或 饱和蒸汽(0.1 MP a) |
0.2 |
0.4 |
0.6 |
|
|
人工(人/班次) |
1-2 |
2 |
2-3 |
|
|
维修保养 |
每半年停炉一次,人工清除二燃室内积灰; 5至8年更换一次耐火材料 |
|||
|
设备寿命 |
15-20年 |
|||
|
项目建设周期(天) |
120 |
120 |
120 |
|
|
注:处理能力可达100吨/天,40-100吨/天型号的设备根据客户要求定制。
|
||||